فرآیند خمکاری، همانطور که از نامش پیداست، فرایندی است که با وارد کردن نیرو توسط تیغههای دستگاه باعث خم و زاویهدار شدن ورقهای فلزی میشود. خمکاری با استفاده از دستگاههای مختلفی انجام میشود که بر حسب اندازه و ضخامت ورق، نوع و زوایای خمکاری، سرعت و پیچیدگی کار و دقت عملیات، باید دستگاه مناسب انتخاب شود. پس لازم است با توجه به پارامترهای فنی فناوری و دستگاه مناسب برای خمکاری انتخاب شود.
خمکاری استیل یک فرآیند شکل دهی فلز است که در آن ورق استیل تحت فشار قرار می گیرد تا به شکل مورد نظر خم شود. این فرآیند در بسیاری از صنایع، از جمله ساخت و ساز، خودروسازی، و تجهیزات صنعتی مورد استفاده قرار می گیرد. همانطور که می دانید، خمکاری استیل یک فرآیند مهم و متنوع است که در بسیاری از صنایع مورد استفاده قرار می گیرد. این فرآیند به تولیدکنندگان امکان می دهد تا قطعات با شکل های مختلف، دقت بالا، و دوام بالا تولید کنند.از جمله محصولاتی که با خمکاری ورق استیل تولید می شوند می توان به قطعات خودرو، مبلمان، درب و پنجره، سازه های فلزی و… اشاره کرد. اهمیت خمکاری ورق استیل در تولید قطعات فلزی بسیار زیاد است. با استفاده از این روش، قطعات با شکل های مختلف و دقیق تولید می شوند که نیاز صنایع مختلف را برطرف می کند. همچنین، این روش باعث صرفه جویی در زمان و هزینه تولید می شود و کارایی بالایی دارد.

خم گرم: در این روش روی نقاط خم از حرارت برای شکلدهی استفاده میشود. در این روش ریسک شکلپذیری ناخوشایند یا سوختگی وجود دارد.
خم سرد: در این روش حرارتی وجود ندارد و خمکاری ورق استیل با فشار و کشش صورت میگیرد. اولویت با این روش خمکاری استیل است زیرا امکان خطر سوختگی یا بدشکلی که در خم گرم وجود دارد، مرتفع میشود.
از رایجترین و پرکاربردترین روشهای خمکاری ورق استیل، روش پرسی است. در این روش از قالب U شکل استفاده میشود. ورق استیل روی این قالب قرار داده میشود.
با استفاده از دستگاه کمپرسور در بالای ورق و به واسطه یک سمبه بر ورق فشار وارد میشود و به شکل قالبی که در زیر آن است درمیآید.
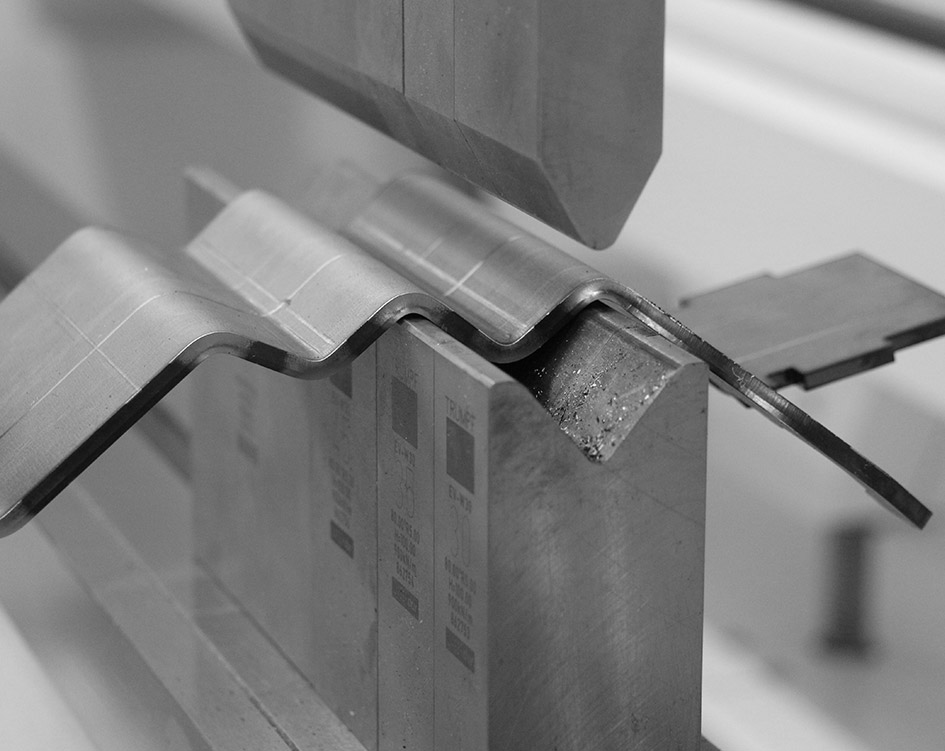
یکی از روشهای خمکاری استیل با استفاده از پانچ و قالب به شکل V است.
وقتی روش خمکاری V تکرار شود، به آن پلهای میگویند.
این روش بیشتر برای خمکاری لولههای استیل به کار میرود.
نحوهای دیگر برای اعمال فشار در خمکاری استیل، روش چرخشی است.
از دیگر خدماتی که بر روی ورق استیل به منظور افزایش قابلیت استفاده از این فلز در صنایع مختلف دیگر انجام میشود میتوان جوشکاری استیل را نام برد.
خمکاری ورق های فلزی با روش کنترل عددی با کامپیوتر یا سی ان سی cnc، یک فرآیند ساخت محسوب میشود که این فرآیند با دستگاههای پرس برک cnc انجام میشود. این ماشین آلات عملیات خمکاری را به ضخامت چند میلیمتر تا قطعاتی به طول چند ده متر روی ورق فلزی انجام میدهند.
دستگاه پرس برک سی ان سی cnc به دو صورت میباشد که به اصطلاح داون فرمینگ و آپ فرمینگ گفته میشوند.
ورق فلزی حاصل از هر دوی این روشها یکسان بوده و در هیچکدام از روشها، از نظر طرح و نوع قطعهای که کار میشود، محدودیتی وجود ندارد.
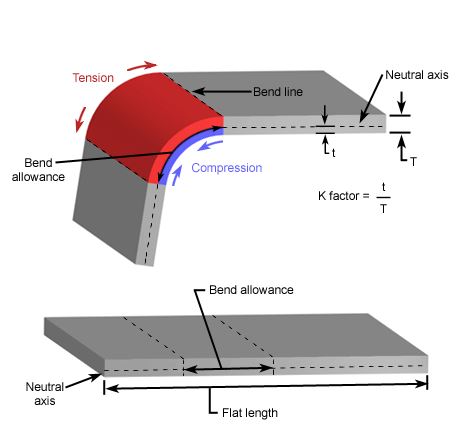
خمکاری یکی از روش های فرم دهی انواع ورق های فلزی و غیر فلزی بدلیل ایجاد خم در قطعات می باشد.از مزایای خمCNC افزایش دقت در محل خمکاری و کاهش خطاهای مونتاژ قطعات می باشد. همچنین در بیشتر مواقع مشکل اساسی برگشت فنری را نیز می توان از طریق خمکاری با ماشین آلات پیشرفته برطرف کرد.
**قابلیلت انجام کار های خم به طول 6 متر و ضخامت 10 میل**
علاوه بر موارد ذکر شده، “خمکاری استیل” کاربردهای گستردهای در صنایع دیگر مانند صنایع نفت و گاز، صنایع دریایی، صنایع نظامی و صنایع هوافضا نیز دارد.
نکته دیگری که درخم کاری ورق های فلزی باید به آن توجه داشته باشم این است که به منظور ایجاد خم در مجاورت سوراخ، جهت جلوگیری از تغییرات ابعادی سوراخ و مطابقت با قطعه نهایی، بایستی فاصله بین لبه سوراخ و شعاع خم وجود داشته باشد. اگر شعاع خم به سوراخ نزدیک باشد ممکن است ابعاد سوراخ تغییر کرده و دایره تبدیل به بیضی گردد.
در طراحی سنبه به منظور اطمینان از خم شدن کامل ورق، عرض سنبه را اندکی بزرگتر از عرض ورق در نظر می گیریم. اگر عملیات خم کاری ورق در جهتی موازی با راستای نورد انجام گیرد، در ناحیه خم با گسترش ترک ها و در نهایت جدایش مواجه هستیم و اگر جهت خمش عمود بر جهت ورق فلزی صورت گیرد آنگاه در سطح خارجی خم شاهد ترک خواهیم بود.
غلبه بر برگشت فنری با استفاده از قالب کوبش : با ایجاد یک برجستگی روی لبه سنبه و افزایش کورس پرس در حل بسیار کم و یا کوبش در انتهای کورس خم کاری، با ایجاد تغییر شکل پلاستیک دائمی در منطقه خم، برگشت فنری از بین می رود.

56548521 - 56548520

برترین فروشنده ورق های استیل و فلزات رنگی