
ورق، یکی از محصولات فولادی پُرکاربرد است که در انواع مختلفی تولید میشود. این محصول، از شمشهای فولادی تولید شده که با انجام عملیات فُرمینگ ورق در صنایع مختلفی مانند سقف عرشهی فولادی و … از آن استفاده میکنند. اما عملیات فرمینگ ورق چیست ؟
فرمینگ یا شکلدهی، زمانی به کار میرود که قرار باشد محصولی از شکلی به شکل دیگر در بیاید. به عبارت دیگر، فرمینگ ورق به معنای شکلدادن ورق است. توضیح علمی رول فرمینگ به این صورت بیان میشود: شکلدهی به نوارهای ورق فلزی که از نظر طولی در یک راستا قرار دارند و موازی با خطوط خمش هستند.
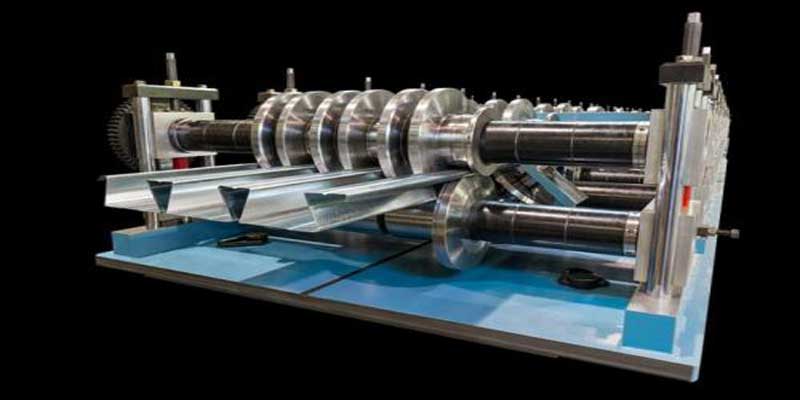
رولکردن ورقها توسط دستگاه رول فرمینگ به این صورت است که طی عملیات، ورقهای فلزی روی شافتهای دستگاه جایگذاری میشوند که توسط یاتاقان مهار شدهاند و سپس با توجه به نوع قالب و روش مورد نظر، ورقها به فرم دلخواه در میآیند. در واقع رول فرمینگ از روشهای نوین و بهینهای است که میتوان به کمک آن، طرحهای مختلفی به ورق داد. ورقهای رنگی گالوانیزه که به منظور زیبایی و استحکام بالا ساخته میشوند، پیش از کاربرد، توسط دستگاه فرمینگ، فرم داده شده و سپس استفاده میشوند.

جالب است بدانید که رول فرمینگ یک فرایند بسیار پرکاربرد ولی درعین حال ناشناخته و گمنام است. فرمینگ ورق یا رول فرمینگ، همان شکلدادن ورق و تبدیلکردن آن به مقاطعی مانند قوطی پروفیل، لوله و … است. حین انجام این فرآیند، ضخامت ورق تغییر نکرده و سپس، ادامهی این عملیات، طی دمای معینی صورت میپذیرد. محصولات تولیدشده در این فرآیند، معمولاً دارای انحنا هستند و با زاویهی خطوط خمش 90 درجه انجام میشود. همان طور که گفتیم، پس از این فرآیند، ضخامت ورق به همان صورت باقی میماند؛ اما در قسمتهای منحنی، معمولاً ضخامت کمتر است.
دستگاه رول فرمینگ، دارای غلتکهایی است که در صورت نیاز، ضخامت ورق را کم میکنند. دمای محیط در روند انجام کار، تغییری ایجاد نمیکند؛ اما برای جلوگیری از ترکخوردن رنگ خطوط خمشی ایجادشده، پیش از آن که روی رول فرمینگ قرار بگیرد، آن را حرارت میدهند.
همچنین، دمای این عملیات برای ورقهای لحیمکاری، آنیلشده و یا بریزینگ باید افزایش پیدا کند.

در یک نگاه کلی تر می توان مطرح کرد که ورق هایی که از طریق نورد گرم با حداقل ضخامت تولید می شوند معمولاً روی آن ها پس از اسید شویی، عمل کاهش ضخامت و یا تغییر شکل از طریق فرایند نورد سرد انجام می پذیرد. درواقع می توان گفت که کاربرد نورد سرد کاهش ضخامت با دقت ابعادی موردنظر ورق های فولادی می باشد. همچنین در این فرایند رول فرمینگ سرد می توان به صاف کردن ورق ها در طول عملیات نیز اشاره کرد بدین صورت که از این طریق غلتکی که شامل دودسته غلتک با قطر کم است انحنا ورق را که در فرایند قبل به وجود آمده را برطرف می نماید و با بیرون آمدن از غلتک صاف می شود. در حقیقت هدف از رول فرمینگ سرد کاهش ضخامت ورق تحت فشار بسیار بالا می باشد که معمولاً در دمای اتاق و حداکثر تا ۲۰۰ درجه سانتی گراد انجام می گردد. در این روش سرد، برای موفقیت آمیز بودن فرآیند مواردی چون خصوصیات دستگاه رول فرمینگ ورق، مهارت طراح ابزار، کیفیت و عملکرد ابزار طراحی شده، مهارت اپراتور، نحوه استقرار ابزار و میزان شکل پذیری نوار ورق تأثیرگذار است. کاربرد این فرایند در صنایع ورق کاری بسیار متنوع است به نحوی که محدوده ای از قطعات با دقت پایین تا قطعات حساس و دقیق را پوشش می دهد.
کاربرد روش گرم برای فرم دهی ورق های باضخامت بالا می باشد. به طورکلی در این روش دمای ورق های فلزی را به حد خیلی زیادی بالا می برند تا به فرم دهی ورق های ضخیم کمک کنند. نورد گرم نسبت به نورد سرد طرفداران کمتری دارد و محصولات تولیدشده با این روش مصارف کاربردی محدودی دارند. محصولاتی همچون تیرآهن، نبشی یا ورق های فرم دهی شده ضخیم مثل پلیت ها به روش نورد گرم رول فرمینگ می شوند. انجام عملیات رول فرمینگ ورق به روش نورد گرم نیاز به دقت فراوان در تنظیم دمای موردنظر دارد چنانکه تغییر دما، کم وزیاد شدن حرارت ممکن است منجر به نابودی محصولات شود. به همین علت است که فقط تعداد معدودی از کارخانه ها از روش نورد گرم استفاده می کنند.
ورق شیروانی، انواع مختلفی دارد، مانند: کرکرهای، شیروانی شادولاین، شیروانی ذوزنقه. از ورق شیروانی، معمولاً برای ساخت سقفهای ساختمان و سولهها استفاده میشود. به همین دلیل، این نوع ورق را با توجه به نیاز مشتری در طرحهای مختلفی تولید میکنند.
طرح سفال یا تیپ پالرمو، معمولاً روی ورقهایی با ضخامت 50 صدم میلیمتر انجام میشود. قسمتهای خمشی این ورق، معمولاً با فاصلهی 25 سانتیمتر از یکدیگر جدا شده و کمی به سمت بیرون، انحنا دارد.
طرح سفال یا تیپ فرانسه به علت شباهت زیاد به سنگهای سفالی، جایگزین سفال برای سقفها شده است. شکل ظاهری ورق طرح سفال به صورت یک خمیدگی بزرگ و دو خمیدگی کوچک و دوباره یک خمیدگی بزرگ است.
طرح دیواری یا کانکسی به نوعی از ورقهای فولادی میگویند که ظاهر آن به صورت چینهای داخلی و بیرونی است و چینهای آن باید کاملاً یکاندازه باشد. از این طرح، معمولاً برای ساخت کانکس و کانتینر استفاده میشود.
قالب دیواری یا تیپ دامپا و نما تقریباً شبیه به طرح کانکسی است، با این تفاوت که چینهای طرح دامپا و نما مانند کانکسی مساوی نیست. شکل ظاهری طرح دامپا به این صورت است که بخشهای خمیده شدهای به صورت نیم دایره دارد.
به طورکلی ابعاد دستگاه فرمینگ سینوسی خط کامل عرض ۱ متر و ۷۰ سانتیمتر و طول آن ۸ متر همراه با دنده زنجیر ۱۰۰ میلی متر و قابل حمل با تریلی می باشد. این نوع از سیستم ها دارای ۱۱ دروازه با قالب قطر ۱۸۰ میلی متر و قدرت موتور ۵۰ دور در دقیقه می باشد.
ابعاد دستگاه طول ۱۰ متر و عرض آن ۱ متر ۷۰ سانتیمتر همراه با دنده زنجیر ۱۰۰ میلی متر که به آسانی قابل حمل با تریلی می باشد. این نوع از سیستم ها دارای شفت اصلی ترانس ۷۵ میلی متر بوده و همراه با دو دینام گیربکس شفت ۷۵ میلی متر و باقدرت موتور ۵۰ دور است.
دستگاه فرمینگ شادولاین دارای ۱۱ دروازه همراه با شفت اصلی ترانس ۷۵ و قدرت موتور ۵۰ دور می باشد. این نوع از سیستم ها همراه با یک دینام گیربکس شفت ۷۵ میلی متری دارای دو دنده دوقلو کف ۱۷۰ میلی متر عمق ۳۰ میلی متر همراه با دنده زنجیر ۱۰۰ میلی متر می باشد و ازجمله دستگاه هایی بهینه در این فرایند به حساب می آیند.
دستگاه فرمینگ عرشه فولادی دارای ۲۶ دروازه همراه با شفت اصلی، ترانس ۹۰ میلی متر و دارای ۲ دینام گیربکس دنده زنجیر ۱۲۰۰ میلی متر است. دستگاه فرمینگ عرشه فولادی دارای طول ۱۵ متر بوده و عرض دستگاه ۱ متر ۷۰ سانتیمتر می باشد. ضمناً این دستگاه مورد تائید دستگاه نظارت شهرداری می باشد و از ورق رول باضخامت %۸۰ و تا ضخامت ۱/۲۵ میلی متر است.
فرمینگ سینوسی ریز دارای ۲۲ دروازه طولی همراه شفت ۶۵ میلی متر ترانس با نزدیک ۹۵۰ قالب به طول ۱۳ متر و عرض ۱ متر ۵۰ سانتیمتر است. همچنین لازم به ذکر است که قدرت موتور این دستگاه ۴۰ دور در دقیقه بوداست. این دستگاه فرمینگ بسیار حساس بوده و چنانچه ورق رول عرض یک متر را بخواهید فرمینگ کنید، با ۱۸ دروازه می توان طراحی را انجام داد. البته لازم به ذکر است که دو لب آخر ورق به صورت پایین درآمده و فقط ورق رول عرض یک متر را می توان فرمینگ دنده ریز انجام داد.
56548521 - 56548520

برترین فروشنده ورق های استیل و فلزات رنگی